ժ Ҫ���������Ĺ����|������I���a�ͽ��I�����dz���Ҫ�����ã������ډ����������^���У�Ҫ���������Ĺ�����B�M�ж��ڵęz�������ڌ�ʩ������z�����^���Е������ܶ����}��Ӱ푙z���ʴ_�ԡ������U���ˉ��� ��z���^���еľ��w���ݣ�ָ���˙z���г�Ҋ�Ć��}����Q�k��������˃���������z������Ч���ԡ�
���P䓉������ڹ��I���еđ��÷dz��V������������ �����@ʾ���ǹ��I�O�������a���еĉ�����B�� �� �P���g�ˆTҪ�����������ĉ��������������I�O ����\�Р�B���Ķ����C�����Ĺ��I���a�� ���ǣ��� ��������Ҳ���ھ��܃x�������L�r�g������Ҳ���� �Fָᘲ����������������ϵȆ��}���������@ʾ ����ʧ�ʣ�Ӱ푹����ˆT���Д࣬���l���I���a�¹ʡ� ���ԣ���ǰ��������z��������Ҋ���}���о��dz���Ҫ��
1 ������z������Ҫ����
1.1 ���������^�z��
���P䓉������z�������У����^�z���Ƿdz���Ҫ�ģ�Ҳ ���������^���εġ� ���������^ֱ��չ�F�ˉ����� �Ƿ���F���φ��}�� ���������^�z���������ɂ�����ă��ݡ� ���ȣ��z�����������w�Y���Ƿ���F �Ɠp�F�����������@ʾ���Ƿ��Ɠp�_�ѣ����� ��ָ��Ƿ�Ó�x�̶������������^�n�^��Ȇ� �}�� ��Σ�Ҫ�����������^�M�м��µęz�飬������ �P�Ƿ���F���ۡ�ë�̣��㲿���Ƿ�����ɄӬF�� ���������^�ęz�����܉��z���ˆT�����^ֱ���^ �쉺�����Ƿ����������r��Q���φ��}�����C���� ������������
1.2 ������ָʾֵ�z��
������ʾֵ�z���dz��P�I��������ʾֵ�lj��� ��������չ�F�� ʾֵУ�ʳ��F���}������������ ��ʴ_���½��� �ډ�����ʾֵ�z���^���У���ԓ�� ��λ��־�_ʼ�M�Љ�����z������鉺���������� ����B�µ�ָ��@ʾ���㡣
����ʾֵ�z�������У����Ȍ��������ǻ�c�� ����ͨ�����Չ���������������B��λ�ð��ʼn��� ����ֱ���M��Ŀ�y�z���^�졣 ���ָ�ʼ�K������ λ��������t����������B�� ���ָᘰl������ƫ �ӣ�������ʾֵ�@ʾ�t���F���}��Ҫ�M���ж���� �������ҹ���ԭ��
��Σ��M�Љ��������z��������ʾֵ��Ҳ����ͨ�^���Ӊ����͜pС�������^�쉺������ָ�׃����r�� ��Ҫע����ǣ��������z���^���У�Ҫ���։� �������ٶȾ��� ����ÿ�������½���һ���ĉ��� ֵ�r�� ��ԓ�����͉� 3 min��3 min ��ָᘷ������� �J�鉺�����������á� ���⣬���˱��Cʾֵ�z�����Ӻ�������ԓ���ؘʱ��M�Ѕ��Ռ��ȡ� �ڙz���^ ���У����˜ʉ������c�z���퉺������һ�£��z���ˆT�^�����֮�g��ʾֵ��� �z���^���У��z���ˆT��ԓ�M���Ó��z���� ���������M���Ó��z�飬�p�p�Ó������鿴����Ƅ�����r�� ��������� �����Д��������Ƿ���F���ϣ�������r�£��p�� ��������ָ�λ���������^�`��ֵ�� 1/2��
�dz��z���ˆT߀Ҫ�M�Љ����س��`��z������ ������ֱ�������w�㣬�^��س��`��س��`��Ҫ С���`��^��ֵ��
1.3 �������㲿���ęz��
�������㲿���z����Ҫָ���lj�������ָᘙz���� ������������B֮��ָᘑ�ԓ̎���oֹ�� �B��ͣ����ֹ�N̎�� ���ڙz���^���аl�F���Љ��� ��B���ߟo������B�£� ���P䓉�����ָᘶ����l��λ �ƣ��t��ʾ������oֹ�N��ҲҪ�Mһ������������ λ���M�Йz�顣
2 ������z���г�Ҋ���}
2.1 �������p��λ�ƬF��
���M�Љ�����z���^���У�Ҫ�M���p�Ùz���� �p �Ùz���Ǹ���������ָ��p��λ�Ƶ�׃����r�M �Љ�����z���� ������P䓉�����ָ��p��λ�Ƴ��^�` ��t�J�鉺�������F���ϡ� ������ָᘳ��F�p�� λ�ƹ���ԭ����Ҫ����:���������е��νz�̶��� ���ι̣������������^���и��X݆���֮�g���Fʧ �`��B��
2.2 ���������F��ᘻ�����ᘬF��
�������Ĝ�ᘻ���ᘬF���lj�������Ҋ�Ĺ��φ��}�� ������������������B��ָ��\���DŽ���׃���ģ���������l����ᘻ�����ᘣ�������ָ� �͕����F���ӡ���Լ��oֹ���ӵĠ�B�� ԭ��� ���ɷN�����ȣ�������ʹ�Õr�g���^�L��ʹ���^���� ������Ȳ��M���^��҉m������ָᘻ��߉������� �X݆֮�g���Fĥ�p����Ħ�������Ķ����l��ᘻ�����ᘡ� ��Σ�������ȿ������^��Į����M�룬 ���Dz��P䓉������S��ĥ�p���^��ֵ����ɉ������S�c ���P��Ħ��������ʹָᘳ��Fͣ���F��
2.3 �������`��̶�ֵ���}
������z���^������Ҫ�c�˜ʉ������Ĕ�ֵ �M�Ќ��ա� �������`��̶�ֵָ�ľ�������������
�����^���У��z���������c�˜ʉ�����֮�g���`�� ʼ�K���ǹ̶��Ĕ�ֵ�� ��ԭ��ܿ����lj�����ָ� ���b�^���г��F�`������ġ�
2.4 ������ָᘲ��w�����ָʾ���̶���B
������z���^���У���ijһ�����h���£����� ��ָ��@ʾ�l������׃�����r��ƫ�ߣ��r��ƫ�ͣ��@һ�F����lj�����ָᘲ��̶��F��
�������������㉺����B�£�������ʾֵ�@ʾ���������@ʾ�������㣬 ��ָ�Ҳ���w����λ���t��ʾ������鲻�w�㮐����
3 ������z���г�Ҋ���}�Ľ�Q��ʩ
3.1 ��Q������z���p��λ�Ɔ��}
������z���p��λ�Ɔ��}�Ľ�Q�k�������� �N�����ȣ��̶��������νz�� �������νz���ڹ̶��� �ήa���Ʉӣ�ʹָ�λ�Ƴ��^��ֵ�� ���ԣ��̶��� �����νz���Խ�Q�p��λ�Ɔ��}�� ���_�������b�� ���w���C���������е��νz�����퉺�������еĻ� �m�����νzλ���M���{���̶��� �{���^���Б�ԓʹ �� 17 mm �ݽz�����νz���ݽz�Ӿo�� ��Σ��ډ� �����X݆���ӝ����ͣ�ʹ�X݆����������
3.2 ��Q������z����ᘻ������
���P䓉�������������ډ�����Ȳ��۹�Ӱ�ָ� �D�ӵġ� ���ԣ��ڽ�Qָ�ͣ���Լ���ᘆ��}�r���� ԓ��ж���P䓉����������퉺�����S�c���Pλ�õĻ҉m�۹������Cָ��܉������D��[1]�� ���⣬���������L�r �g�����^���У��Ȳ��㲿�����p�ģ�����P���νz �ȡ� ��ָ������^���У�Ҫע�⌦ĥ�p�������صĉ���������M�и��Q�����C����������������
3.3 ��Q������z���`��̶�ֵ���}
������z���`��̶�ֵ���}������ָᘰ��b ��������ġ� ᘌ��@һ���}��Ҫ���°��b������ָ ᘡ� ���°��b������ָᘣ�Ҫ�����ω������͘˜ʉ������M�Ќ��գ����ɂ�������ʩ��ͬ�ӵĉ������^ �쉺�����`��������ω�����ָ����°��b�����C ͬ�ȉ����¹��ω�����ָ�ָʾ�c�˜ʉ������� ָ�ָʾ�`��� 0�������������������
3.4 ������ָᘲ��w���Լ�ָʾ���̶����}
���ȣ����ډ�����ָʾ���̶����}�Ľ�Q�k�������{�����P䓉������B�U�������X�A�ǡ� ���B�U������ �X�ĊA�DZ��^С�r���tָ�ǰ�벿��λ���ٶȿ죬�� ��벿λ���ٶ���[2]�� ��Σ�����ָᘲ��w����ϣ�Ҫ��������Ȳ��M�Йz�飬�������������㲿����ĥ�p�̶ȣ���ĥ �p�̶��^�������M�и��Q�� �z�鉺�����νz�ď� �Գ̶ȡ����Ƴ̶ȼ�λ�ã��l�F�����rҪ���r�M�� �{��ָᘻؚw������
4 ����������z��������������
4.1 ��߉�����z���ˆT�Č��I����
�ډ�����z���;S�����У��z���ˆT��ֱ�� �Ĺ�����ʩ�ߣ��c������z�������|����ֱ�ӵ��P ϵ�� ���ԣ������z���ˆT�Ĺ��������ǃ���������z����������Ҫ���ԡ� һ���棬Ҫ��ߙz���ˆT��؟�����R����ҕ������z�������� �繤����λ���� ��ӆ���������ڙz���ƶȣ� �OӋ�z���ˆT�ְ�Ρ� �ֽM�e�M�и��O�䉺����z���� �����Ùz��ӛ䛡�
���_�䌍������z������؟�Σ������z���ˆT�Ĺ� �����R�� ��һ���棬Ҫ�ӏ�������z���ˆT�ČW���� �����z���;S���ܡ� �繤����λ���Զ����e�k�� ����z����Ӗ�࣬�W������Ҏ�����¼��g�������z�������|����
4.2 �쾚���Չ�����z�����g
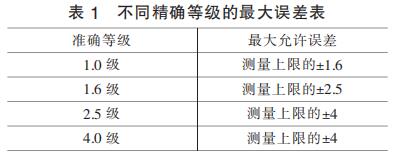
���ԏĉ�����z�����g�����֣�Ҫ��z���ˆT �쾚���Չ�����z�����g�������z���|���� �����ղ��P䓉������`����x���g���˽ⲻͬ���_�ȼ��ķdz����` �ԔҊ�� 1��
5 �Y�Z
�����U���ˉ�����z���г��F�Ĝ�ᘻ���ᘡ� �`��ֵ�̶���ָᘲ��w�㼰�p��λ�ƵȬF������˾��w�Ľ�Q�����ͮ�ǰ������z���Ĵ�ʩ��