�aƷ���
�����x��
- 늴�����Ӌ
- �u������Ӌ
- �����D������Ӌϵ��
- ��������Ӌ
- �u݆����Ӌ
- ���M���u����Ӌ
- �װ�����Ӌ
- V�F����Ӌ
- ����������Ӌ
- ��ʽ����Ӌ
- � ���������Ӌ
- ��������Ӌ
- �E�A�X݆����Ӌ
- ���w����Ӌ
- �������w����Ӌ
- ������
- Һ�w����Ӌ
- Һλ׃����
- �ŷ���ҺλӋ
- ������ҺλӋ
- ����ҺλӋ
- 偠tˮλӋ
- ���_��λӋ
- ����ҺλӋ
- ���l���{��λ�x��ϵ��
- ���Nʽ��λӋϵ��
- ��λӋ
- ������ҺλӋ
- ����Һλ׃����
- �������
- ���_Һλ׃����
- ����Һλ�_�P
���g����
�\Մ��������ٹܸ�������Ӌ����ϵ�y
�l�����ڣ�2019-11-23 ��Դ�� ���ߣ� �g�[�Δ���
�����x����ժ��Ҫ��ˮ����ĥ���������dz�С���@ôС���������Ӌ���ǂ��y�}��ͨ�^Ӌ���÷�������Ӌ���`�����P�I�������`��ķ���һ����Ӌ�㹫ʽ߀��һ�����ǘ˶������͘˶��M����������K�õ��������_��Ӌ���Y����......
ժ��Ҫ��ˮ����ĥ���������dz�С���@ôС���������Ӌ���ǂ��y�}��ͨ�^Ӌ���÷�������Ӌ���`�����P�I�������`��ķ���һ����Ӌ�㹫ʽ߀��һ�����ǘ˶������͘˶��M���������dz��K�õ��������_��Ӌ���Y����
1�����g���챳��
ˮ����ĥ��������߮a������늺��DZ�����֪�ģ��� �� ��ĥ���ăr����^�ߣ����Ӳ��m�������ӳɱ����ò���ʧ����˜ʴ_������Ӌ�������Ƴɱ����|�����P��Ҫ��
��ˇ�ˆTҪ����bһ��ˮ����ĥ�����ӿ���ϵ�y��������ĥ�����������dz�С����Ɍ��r�ھ�Ӌ���O��ľ���Ҫ��dz��ߣ��������ַdz�С��һ��ij�ҎӋ���O����u݆����Ӌ��늴�����Ӌ����ʽ����Ӌ���װ�����Ӌ�ȵȶ��o���M�����С������Ӌ��Ҫ��Ŀǰ���ț]�ЏS�����a�@�NС����Ӌ���O�䣬�����M�ڵ��O��r��dz����F��һ���Ñ��o�����ܡ�
2��ˮ����ĥ����ȡ�Ŀ��Ʒ�ʽ�ă�ȱ�c
Ŀǰ����һ����õ���ֱ��������ӱû��ͽ��ٹܸ�������Ӌ׃�l���ơ���ӱúͽ��ٹܸ�������Ӌ����Ӌ���ã���ӱ������������^С���דp����ܛ�ܺ����דp�ģ�����Ҫ�z��ܛ���Ƿ��_�Ѻ͏��Ի؏ͣ��_�Ѿ�©Һ�ˣ���ĥ���]ע��ĥ�C��й©���������M�ˡ�ܛ�܉��s���ܻ֏�ԭ���ʹӋ���`��Խ��Խ����ӱõ�Ӌ���Ǹ����õ��D����Ӌ�������ģ�ÿ�Dһ��ͨ�^�D��ܛ���Ƅ�Һ�w��ǰ�Ƅӣ����ܛ���Ի֏ͺܺã�Һ�w���w�e�Ǻ㶨�ġ����ǣ�ܛ���Ϲܻ����z���S���r�g�����ƣ��ϻ��Dz��ɱ���ģ���Ҫ�����z����Q�ģ��M�r�M�����`������a������ӱ���һ��˾����������������r���r�m�����������׃�������еĹ�ˇ�^�̿���ʹ�á�
�����ٹܸ�������Ӌ���в��ϻ���������й©���������m���������c��һ�����ٹܸ�������Ӌ���ò��P����죬���ȸ߲����P������ĥ�p�������á����ٹܸ�������ӋҲ��ȱ�c����Ҫ���X݆�g϶���a�������`������@���`��ֵ��С��������Ǹ����\�D���X݆ճ�����ز�ѭ�h��Һ�wҲ��������Ӌ���a���`������٠�B�a�����`����Ժ��Բ�Ӌ��ˮ����ĥ�C��ĥ�����Ӳ��ý��ٹܸ�������Ӌ׃�l�����DZ��^�õ��x���σ�Һ��Һλ�a���ķ���ͨ�^DCS���rӋ�㌍�FӋ�����ƣ����ԝM�㹤ˇҪ��
3�����ý��ٹܸ�������Ӌ�����_��Ӌ���ʴ_
3.1�����ٹܸ�������ӋӋ������
���ٹܸ�������Ӌ��һ�N���ݱã����ٹܸ�������Ӌÿ�Dһ����ݔ�����w�e�ǹ̶�ֵ���õ��D�ٳ���ÿ�Dһ��ݔ�����w�e�������������������r�g�M�зe���\��͵ó���Ӌ�������ֱ�әz�y�õ��D���M���ۼ��ٳ���ÿ�Dһ��ݔ�����w�e�͵ó���Ӌ�������ٳ��Ԇ�λ�r�g�Ϳ��Եõ�˲�r������
���D��������1.58mL×1 450r/min=2.291L/min
��ˇҪ����������0.5��1.5L/min��316r/min�����dz�С����0.5L/min��950r/min���_���dz�������1.5L/min��
�l���c�D�ٵ��Pϵ50Hz����늙C�D��1 450r/min���dz�С�����D�ٵ��l��11Hz���l��32Hz�����dz��������D�١�������r���l����11��32Hz֮�g���܉�M���{��Ҫ��
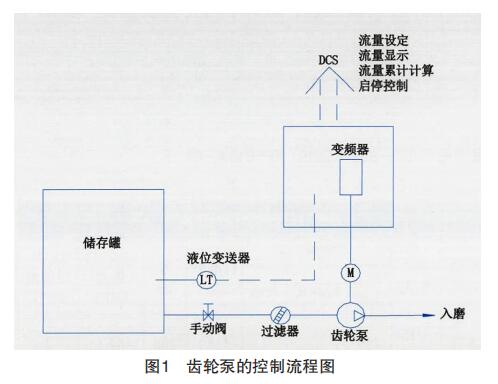
���H�Ŀ���������D1��ʾ������׃�l��ֱ���ӽ��ٹܸ�������Ӌ�����׃�l�����l��ֱ�Ӵ���늙C���D�٣�DCS�z�y׃�l�����l���ٳ��Ԝp�ٙC���ٱȾ͵ó��õ��D�٣��ٳ��Ա�ÿ�Dһ��ݔ�����w�e���ٳ����a��ϵ���͵õ��������@���a��ϵ����ͨ�^�o���Θ˶��ó����ġ�ͬ�rҲ����ĥ����Һ���Һλͨ�^Һλ׃����ݔ��DCSϵ�y�У�һ�Εr�g����Һλ��׃��Ӌ�����ĥ������������Ӌ���������Ӌ���M�б��^���ó��y���`���Ӌ���Y���M��������
���ϵ���ՓӋ���Ǜ]�І��}�ģ����nj��Hʹ���Е��a���ܴ�Ĝy���`����Ȝy����ԭ����Ҳ�����κΌ��H�y���Y�������ǽ^���ʴ_�ģ��D��4mA~20mA��̖�Ĝy������ÿ�Dһ�ܵ��w�e�Ę˶��ȵȶ������`��ģ������ܽ^���ʴ_����Σ��õļӹ����ȡ��X݆�g϶��й©���ø����\�D���X݆ճ�����ز�ѭ�h��Һ�w�ȵȶ�����Ӌ���^���Юa���`��@Щ�`��һ���ֿ���ͨ�^�����a���ķ�ʽ���y���Y���M��������Ҳ����ͨ�^��Һ��Һλһ�Εr�g׃���M���ݷeУ����߀�����M���˹����r�˶��M������������
3.2���`��Ľ�Q����
�`���ЃɷN��һ�N�Ǿ����`�Ҳ�����a��ϵ����һ���̶���ֵ���`���S��̖��������������̖С�ĕr���`��С����̖���ĕr���`����`��վ����Pϵ׃�����̶�ƫ��Ҳ�Ǿ����`��`����һ���̶�ֵ�����S��̖׃����׃������Ӌ��rֻҪ�Ӝpһ���̶���ֵ�Ϳ����a���@���`���ˡ�
߀��һ�N�`���ǷǾ����`��`���c��̖׃���]�о����Pϵ����Щ����Ҏ�ɵĿ����ҳ�������Ӌ�㹫ʽ����Щ�������ҳ�Ҏ�ɣ����ߴ��ںܶ���������`���׃�����@�N��r߀���^�࣬��Ҫ���Ø˶����k�����ҳ���׃����Ҏ�ɣ������ҳ��ڷdz����\�й����c�������`��Ҏ�ɡ��@�N�k���DZ��^���õģ���ʼ�A���^�̕r�g�dz��̣����dz������̻����ò�������ˇ�O�䶼��һ���dz��ѹ����c��һ�㶼�L�����@��������B�\�У����@���`��Ҏ���ҵ��M���a���Ϳ��ԝM��ʹ��Ҫ���ˡ���ʼ�A�ε��@�����`��ռ�����^�̵ı����dz�С�����Ժ��Բ�Ӌ��
4���Y���Z
�҂�Ŀǰ���õĜy���k����Ҫ�����`��Ć��}������Q�`��Ć��}���@�N�y�������͛]�����x�����ܝM�㹤ˇ��Ҫ�������ϵķ������Y�ϬF�ڌ��H��r��Ҳ�����ҳ�ˮ��ĥ�����\�й����c�r��ĥ���������Ĝy���`��Ҏ���M���a�����@���`��Ҏ�ɲ��õľ��nj��H�˶����k�������͘˶����dz��K�_�J�a��ϵ����ƫ��ֵ�����^�L���\�Б����`��׃�����M��һ�Θ˶����������ą���������^�̠�B��׃���ģ�����һ�ɲ�׃�ģ����ƅ���ҲҪ�M���������ģ����ܝM�㹤ˇҪ��
����܉���һ���dz����_������Ӌ��Ӌ����ĥ���������Ƿdz�����ģ����N�`����Ժ�����������Ҳ���Ä��@ô���X���о��`��Ҏ�ɣ�Ҳ���Ä��úܶ����������ȥ�˶����@��һ���]���k�����k����
ע�������������x�����¾���ԭ�����D�dՈע�����ĵ�ַhttp://www.tclife.cn/
��һƪ���£�����CCD�ͽ��ٹ��D������Ӌ�y���ԵIJ
��һƪ���£�̽�����ٹ��D������Ӌ���r�I���\��
���P�ĮaƷ








�c�� "���P���

- �Ї������D������Ӌ�Ј��Į�ǰ��r���2021-03-04
- ���ٹ��D������Ӌ�ИI��ǰ��δ���Ј����о�2021-02-05
- ʲô��׃��e����Ӌ�����ٹ�߀�Dz����Ĺ���2020-12-19
- ���ٹܸ�������Ӌ�M�����aӲ֬���ض�������2020-12-18
- ����������ͨ�^���ٱڜy��Һλ�ķ���ժҪ2020-12-16
- �����㷨����˽��ٹܸ�������Ӌ�đ��ÿɿ�2020-12-12
- ���ٹܸ�������Ӌ��С����������OӋ�ߴ�2020-12-04
- ���ٹܸ�������Ӌ�m�È�������Щ��ȫ�����2020-12-04